About us
quality first, reputation first, customer first, integrity-based
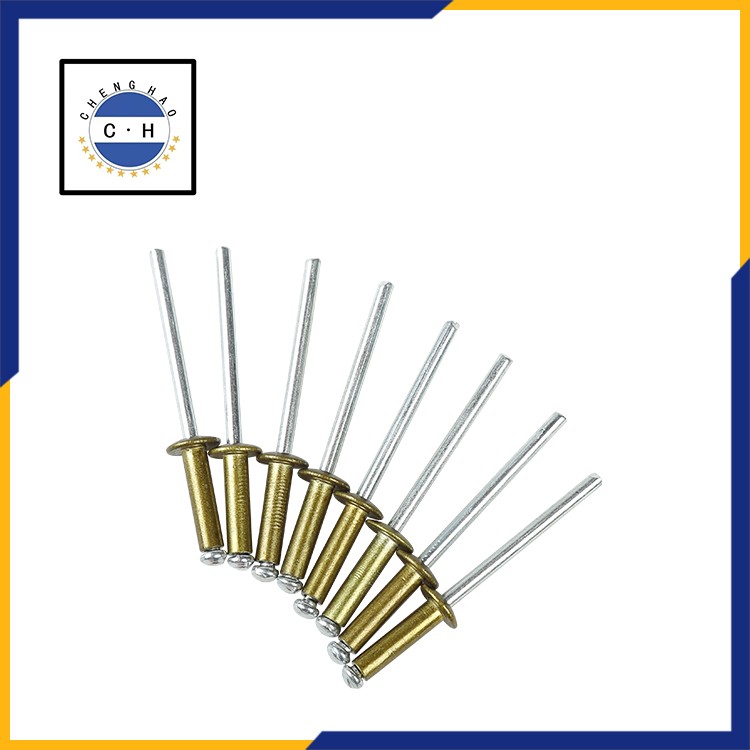
Linyi Xiaowei Hardware Products Co., Ltd. was established in 2003 and enjoys a high reputation in the industry with many years of export experience. Our main products are: pull rivets pull flower rivets aluminum welding studs. We are located in Linyi City, Shandong Province, with convenient transportation, dedicated to strict quality control and thoughtful customer service, we insist on quality first and fast delivery, and our experienced staff are always available to discuss your requirements to ensure complete customer satisfaction. The company specializes in manufacturing
All kinds of precision standard parts and non-standard parts of rivets can be customized according to the samples or drawings provided by customers.
- Quality Control System
- Unrivalled workmanship
- 100% Satisfaction Guarantee
- Accurate Testing Processes
- Highly Professional Staff
- Professional and Qualified
View more